Processus
de brassage
LE CONCASSAGE
- Les SILOS À GRAINS : ces silos peuvent contenir jusqu’à 30.000 kg de grains. Ils ont été remis en fonction récemment afin de diminuer la main d’œuvre superflue et d’augmenter la capacité de stockage. Au moyen d’un système ingénieux de « vis d’Archimède » les grains sont automatiquement transférés vers le concasseur.
- Les MOULINS À GRAINS : l’ancien moulin date du début du 19ième siècle et fut remplacé par le concasseur (anno 1911). Ce dernier est composé de cylindres qui séparent l’enveloppe et le cœur du grain. Grâce à cet outil, l’enveloppe reste intacte ce qui aide à mieux filtrer le moût.
- La TRÉMIE À MALT : c’est dans ce réservoir que sont entreposées les matières premières concassées avant de passer dans la cuve d’empattage.
- La CHAUDIÈRE À EAU : Dans cette cuve, l’eau est chauffée jusqu’à une température d’environ 90°C.
- La CUVE D’EMPATAGE avec son système de «madammen».
Le malt ainsi que le froment sont concassés dans le concasseur et récupérés dans la trémie à malt.
LE
CONCASSAGE

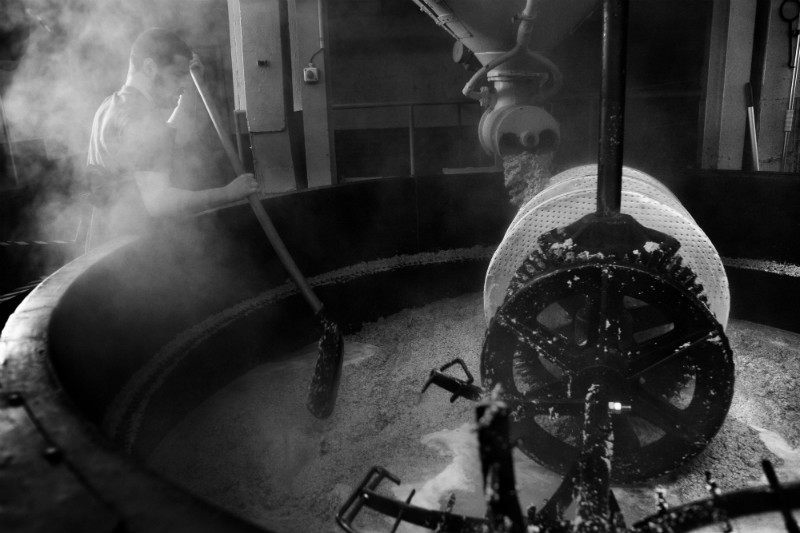
LA CUVE D’EMPÂTAGE
Les céréales concassées sont mélangées dans la cuve d’empâtage avec l’eau chaude qui a été chauffée jusqu’à ébullition et mélangée avec de l’eau froide afin d’obtenir la température idéale de 63°C.
Cette cuve d’empâtage (± 1920) contient un système de « Madammen » (disques cuivre perforés).
Une fois le mélange effectué, il y a un temps de sacharisation de 15min. C’est à cet instant que les amidons sont transformés en sucres fermentescibles par les enzymes.
La moitié de la cuve est alors filtrée via le système de Madammen et est envoyée vers la cuve d’ébullition.
La cuve d’empâtage est alors de nouveau remplie avec de l’eau plus chaude afin d’obtenir 73°C, deuxième étape de sacharisation.
Une deuxième filtration à l’aide des « madammen » est alors effectuée jusqu’à la moitié de la cuve d’empâtage et la partie filtrée (le moût) va à rejoindre la partie déjà présente dans la cuve d’ébullition. Les deux parties sont alors chauffées jusqu’à 96°C dans la cuve d’ébullition puis mélangées avec la partie intégrale en provenance de la cuve d’empâtage.
LA CUVE DE FILTRATION
Ici sont séparés le moût (partie liquide) et les drêches (restant des céréales non-dissoutes). On laisse à présent reposer le brassin, de telle façon à ce que les céréales non-dissoutes puissent se déposer sur le fond percé et former ainsi un filtre naturel. Il faut +/- 2,30h afin que le moût soit séparé des drêches et redirigé après passage dans les cols de signes vers la cuve d’ébullition.

LA CUVE D’EBULLITION
Le moût y est porté à ébullition pendant 4 heures et
ceci afin de :
- Stériliser le moût.
- Arrêter le fonctionnement des enzymes.
- Coagulation des composants instables.
- Rajout de houblons surannés.
Après cette ébullition le moût est transféré vers le bac refroidisseur, une des phases les plus cruciales et mystérieuses de la fabrication d’un bon Lambic.
LE BAC REFROIDISSEUR
Le moût y est refroidi de manière 100 % naturelle jusqu’à ± 23 °C. C’est la phase cruciale du processus de la fermentation spontanée car c’est lors du contact du moût avec l’air ambiant que les 2 micro-organismes (Brettanomyces Bruxellensis & Brettanomyces Lambicus) se mélangeront au moût et permettront une fermentation 100% spontanée.
La composition de l’air étant différente à travers le monde, c’est uniquement dans la région du Pajottenland que nous retrouvons ces micro-organismes essentiels dans une proportion bien spécifique et unique.
Le brassage de Lambic est saisonnier, ce qui veut dire que nous brassons uniquement entre septembre et mai. Ceci parce que trop de mauvaises bactéries sont présentes lors des températures extérieures trop élevées (>15°C) ce qui influence la fermentation de manière négative.
Dans la matinée le moût est transféré vers le Foudres, Pipes et tonneaux.

LA SALLE DE MATURATION

LA SALLE DE MATURATION
Nous pouvons y voir 2 types de fûts :
Les Foudres (actuellement 4.000 Litres). Les anciens foudres (6.000HL) ont été entièrement démontés, transférés et mis en révision par des tonneliers portugais, spécialistes en la matière.
Les Pipes (600 à 650L). Les pipes sont les fûts les plus foncés originaires de Porto. Ils sont 100% en chêne et sont utilisés principalement pour les vieux Lambics (Oude Gueuze et Oude Kriek)



